OEM 2/3/4 Flutes Ball Nose End molens mei Straight Shank



4 Flutes Ball Nose End molens mei Straight Shank
1. It sintrum ûntwerp fan 'e bal râne dy't kombinearret hege krêft en skerpe râne kin goed omgean de chips oanmakke ûnder cutting ferwurking.
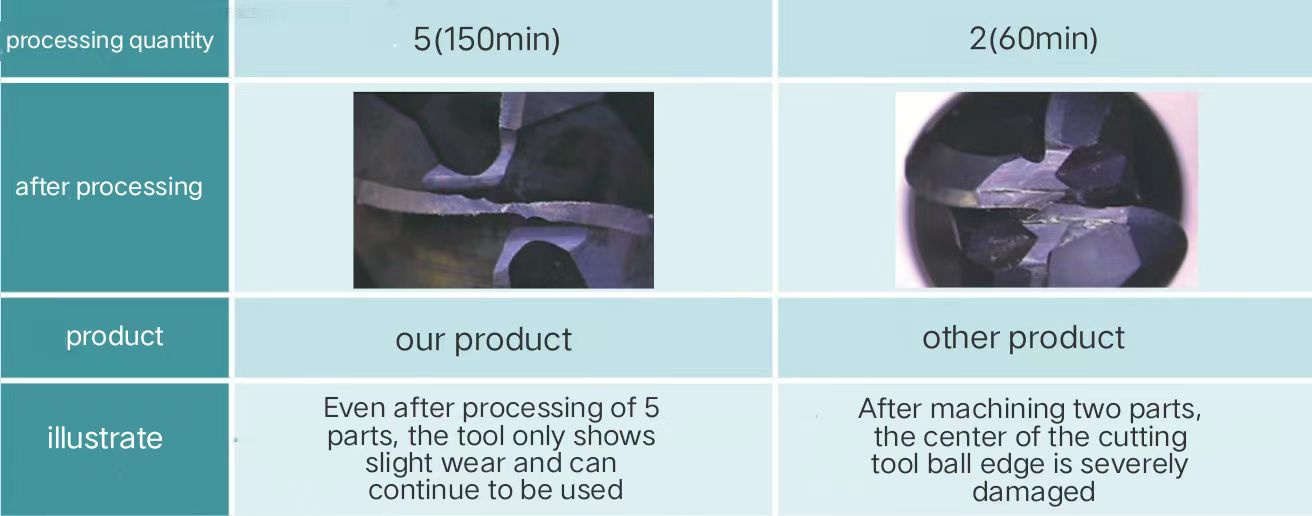
2. Oanfraachsituaasje fan hege-optreden fjouwer râne bal ein milling cutter yn milling Cr12 (36HRC)
Oanfraach
2/4 râne rjochte shank bal ein molens binne geskikt foar profilearring, holte Machtigingsformulier, en sfearyske Machtigingsformulier.De 2-flutes is geskikt foar profylfrezen en ferwurkjen mei hege snelheid mei in breed oanbod fan tapassingen.It is tige geskikt foar it ferwurkjen fan koalstofstiel, alloy stiel, prehardened stiel, quenched stiel (55HRC ~ 68HRC), getten izer, en ductile izer, likegoed as RVS, Titanium alloys en waarmte-resistant alloys.As foar de 4 fluiten, it kin berikke hegere feed snelheid, dêrmei it berikken fan hegere cutting effisjinsje.It is tige geskikt foar it ferwurkjen fan koalstofstiel, alloy stiel, prehardened stiel, quenched stiel (55HRC ~ 68HRC), getten izer, en ductile izer, likegoed as RVS, Titanium alloys en waarmte-resistant alloys.
Spesifikaasjes
D'r binne mear as 20 modellen fan 'e 2-flutes-frezen om út te kiezen, wylst d'r mear as tsien spesifikaasjes binne fan' e 4-flutes-frezen.Har grûnstoffen binne allegear UK20- en TAN-coatings.
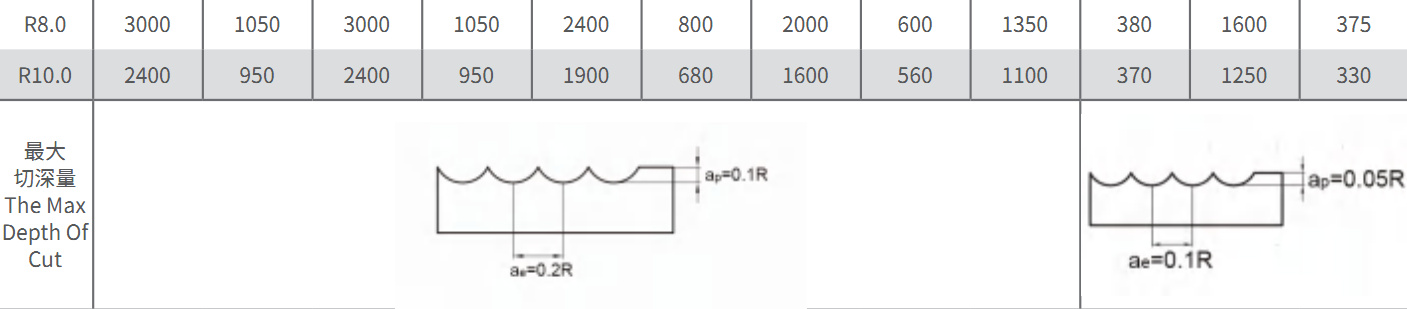
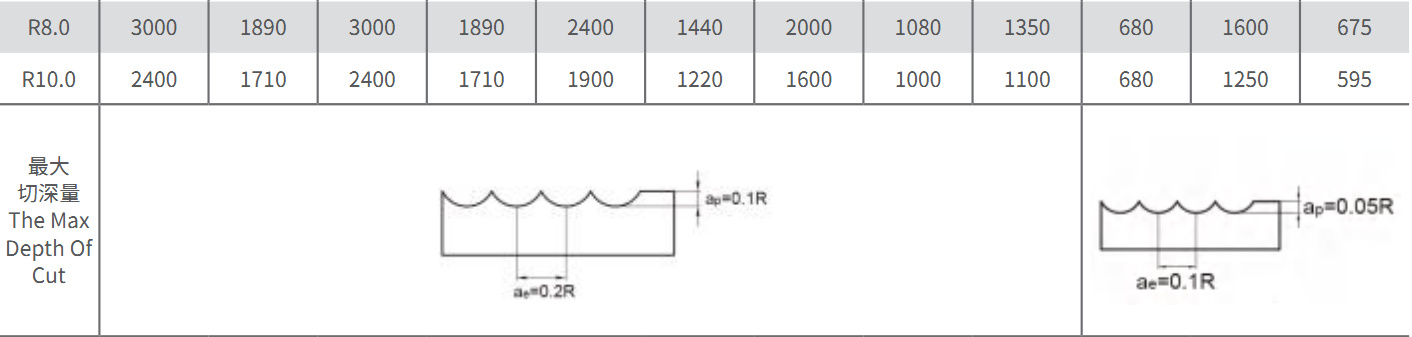
De cutting parameters fan QCM2F / QCM4F
De cutting parameters fan QCM2F

1. Brûk asjebleaft hege presyzje masine-ark en arkhandgrepen.
2. Brûk asjebleaft luchtkoeling of snijfloeistof dy't net gefoelich is foar it generearjen fan reek.
3. Wannear't de ynstallaasje rigidity fan it masine ark wurk stik is min, trilling en abnormale lûd kin foarkomme.Op dit stuit moatte de snelheid en feedsnelheid yn 'e boppesteande tabel jier op jier wurde fermindere.
4. De ophinglinglange fan 'e cutter moat sa koart mooglik wêze.
De cutting parameters fan QCM4F

1. Brûk asjebleaft hege presyzje masine-ark en arkhandgrepen.
2. Brûk asjebleaft luchtkoeling of snijfloeistof dy't net gefoelich is foar it generearjen fan reek.
3. Wannear't de ynstallaasje rigidity fan it masine ark wurk stik is min, trilling en abnormale lûd kin foarkomme.Op dit stuit moatte de snelheid en feedsnelheid yn 'e boppesteande tabel jier op jier wurde fermindere.
4. De ophinglinglange fan 'e cutter moat sa koart mooglik wêze.

